در مقاله “جلوگیری از ایجاد رشته فیلامنت در هنگام چاپ سه بعدی ” 5 راه حل برای جلوگیری از ایجاد رشته فیلامنت در هنگام پرینت سه بعدی ذکر شده است :
5 راه حل برای جلوگیری از ایجاد رشته فیلامنت در هنگام پرینت
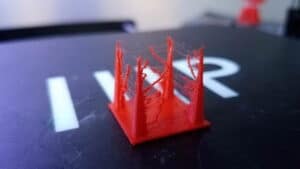
هنگامی که نازل پرینتر FDM در یک فضای باز حرکت می کند تا به نقطه بعدی برسد، گاهی اوقات ممکن است فیلامنت ذوب شده از آن خارج شود که سپس جامد شده و به قطعات چاپ شده می چسبد. این عامل باعث رشته ای شدن پرینت می شود و قسمت های پرینت شما را با رشته های پلاستیکی نازکی که شبیه تار عنکبوت یا تارهای مو هستند باقی می گذارد.
در تئوری، نازل شما نباید پلاستیک را در هوای آزاد اکسترود کند. با این حال، پلاستیک مذاب اغلب به قسمتهایی که نباید نشت میکند و چاپهای شما را شبیه به «سبیل» میکند. علت اصلی ایجاد رشته در پرینترهای FDM، استفاده از تنظیمات عقب نشینی(Retraction) نادرست و تنظیم بیش از حد دمای هات اند است. برای مثال، PETG برای ذوب شدن به دمای نسبتاً بالایی نیاز دارد و مستعد رشته ای شدن می باشد. با این حال، PLA و ABS نیز دارای این مشکل هستند.
خوشبختانه راه هایی برای جلوگیری از رشته ای شدن پرینت سه بعدی وجود دارد. بیا یک نگاهی بیندازیم!
1. فعال نمودن Retraction
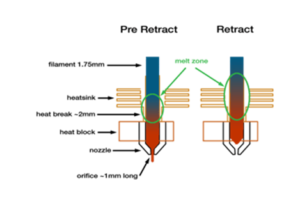
رایج ترین روش برای جلوگیری از ایجاد رشته های فیلامنت فعال نمودن Retraction (عقب کشیدن فیلامنت) می باشد. فعال کردن Retraction به این معنی است که در جایی که اکسترودر باید از فضای خالی عبور کند، فیلامنت – فقط کمی – توسط فیدر به عقب کشیده میشود. هنگامی که اکسترودر به محل بعدی رسید، فیلامنت به جلو رانده می شود و پرینت دوباره از نازل ادامه می یابد.
در اکثر نرم افزار های اسلایسر، مانند Cura، retraction معمولاً به طور پیش فرض فعال است. اگر دستور Retraction فعال است و شما همچنان مشکل ایجاد رشته فیلامنت را دارید باید به سراغ تنظیمات آن بروید.
Retraction Distance (میزان عقب کشیدن فیلامنت)
میزان Retraction احتمالاً بحرانیترین تنظیم Retractionاست، زیرا تعیین میکند که رشته چقدر مسافت را طی کند. به طور کلی، اگر نازل شما بتواند بیشتر فیلامنت را عقب ببرد، به این معنی است که کمتر با رشته چاپگر سه بعدی مواجه خواهید شد. اما مجدداً، اگر میزان Retraction را خیلی قرار دهید، ممکن است فیلامنت در انتهای هات اند که باید چاپ را از سر بگیرید، در دسترس نباشد.
میزان Retraction بسته به نوع اکسترودر مورد استفاده شما ممکن است متفاوت باشد . به طور کلی، یک اکسترودر در حالت Bowden به دلیل فاصله طولانیتر بین نازل و اکسترودر، معمولاً به فاصله Retraction بیشتری نیاز دارد.
برای تعیین فاصله Retraction صحیح، ممکن است مجبور شوید پرینت های آزمایشی را انجام دهید.
Retraction Speed (سرعت عقب رفتن فیلامنت)
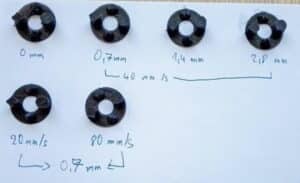
این گزینه سرعت عقب رفتن فیلامنت را تعیین می کند. سرعت Retraction سریعتر نشان می دهد که رشته ای شدن پرینت کمتر اتفاق می افتد زیرا رشته قبل از شروع به تراوش کردن به اندازه کافی سریع به عقب کشیده می شود. با این حال، زمانی که سرعت Retraction بیش از حد سریع باشد، ممکن است باعث شود رشته توسط قسمت دیگر داخل نازل قطع شود.
بنابراین، باید هدف خود را برای یافتن یک نقطه شیرین (بین آهسته و سریع)، که در آن عقب نشینی بهینه است، پیدا کنید. این نقطه شیرین ممکن است بسته به مواد چاپ متفاوت باشد. برای تعیین سرعت Retraction ایده آل، چند چاپ آزمایشی انجام دهید.
اگر هنوز مطمئن نیستید که چه کاری باید انجام دهید، Simplify3D را بررسی کنید. این برنامه با پروفایل های از پیش پیکربندی شده ارائه می شود که اگر به دنبال سرعت Retraction هستید که بهترین کار را انجام می دهد، مکانی عالی برای شروع است.
از چه تنظیماتی باید استفاده کنید؟
برای تعیین مقادیر بهینه Retraction، ابتدا باید اکسترودر مورد استفاده و ماده ای که با آن چاپ می کنید را بشناسید. موادی مانند ABS و PLA با سرعت 40 تا 60 میلیمتر بر ثانیه و فاصله Retraction 0.5 تا 1.0 میلیمتر در اکسترودرهای درایو مستقیم عملکرد خوبی دارند. از سوی دیگر، اکسترودرها در تنظیمات Bowden به طور کلی به سرعت 30 تا 50 میلیمتر بر ثانیه، با فاصله Retraction حدود 2.0 تا 7 میلیمتر نیاز دارند. این ارقام ثابت نیستند و بر اساس متغیرهای زیادی می توانند تغییر کنند.
2. تنظیم دمای مناسب

با افزایش دما، ماده چاپ مایع تر می شود و احتمال چکیدن آن از نازل بیشتر می شود، حتی پس از تنظیم تنظیمات عقب نشینی. دمای پایین تر این احتمال را کاهش می دهد. با این حال، باید مراقب باشید که دما را خیلی پایین تنظیم نکنید. دمای بسیار پایین می تواند باعث شود که فیلامنت به اندازه کافی ذوب نشود، که می تواند مشکلاتی را برای اکسترود ایجاد کند.
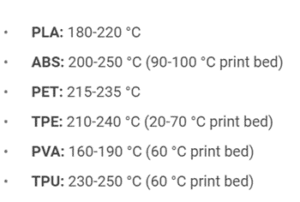
دمای ایده آل به مواد چاپ و سایر تنظیمات چاپ بستگی دارد. با این حال، به طور کلی توصیه می شود زمانی که متوجه تار تار شدن پرینت شدید دما را کاهش دهید. می توانید دمای نازل را 5 تا 10 درجه سانتیگراد کاهش دهید، اما هرگز دما را کمتر از حداقل مشخصات سازنده کاهش ندهید. در زیر دماهای توصیه شده برای برخی از رایج ترین فیلامنت ها آورده شده است:
3. تنظیم سرعت پرینت
سرعت چاپ همچنین می تواند بر رشته ای شدن چاپ سه بعدی تأثیر بگذارد. به عنوان مثال، اگر نازل شما بیش از حد طول بکشد تا بین دو نقطه حرکت کند، احتمالاً رشتهبندی رخ میدهد زیرا پلاستیک مذاب زمان بیشتری برای خروج از نازل دارد. اما اگر اکسترودر بتواند سریعتر حرکت کند، حرکات کوتاه ممکن است به اندازه کافی سریع باشد که رشته زمان کافی برای تزریق نداشته باشد. به طور کلی، سرعت 190 تا 200 میلیمتر بر ثانیه با بیشتر مواد چاپی به خوبی کار میکند.
4. تمیز نمودن نازل قبل از پرینت

هنگامی که از چاپگر برای مدت طولانی استفاده می کنید، به خصوص با یک نوع ماده چاپی مانند PETG ، رشته فیلامنت می تواند لایه نازکی در نازل باقی بگذارد. این لایه نازک می تواند باعث ایجاد رشته هنگام پرینت شود زیرا رشته ها سعی می کنند به سطح قسمت چاپ شده شما بچسبند. برای جلوگیری از این نوع مشکل، اطمینان حاصل کنید که نازل شما قبل از هر چاپی کاملا تمیز شده است تا هرگونه کثیفی از رشته های قبلی پاک شود.
5. فیلامنت خود را دور از رطوبت نگه دارید.

در اینجا PLA مقصر اصلی است زیرا تمایل به جذب رطوبت بیشتری نسبت به ABS دارد. هنگامی که رطوبت وجود دارد، با گرم شدن پلاستیک به بخار تبدیل می شود. این بخار می تواند با پلاستیک مخلوط شود و احتمال تراوش در هنگام حرکات غیر چاپی را افزایش دهد. بنابراین، باید فیلامنت خود را در محیطی بدون رطوبت مانند جعبه پلاستیکی نگهداری کنید، به خصوص اگر در محیط مرطوب زندگی می کنید.