در مقاله “جدایش لایه ها در پرینت سه بعدی” به چه موضوعاتی پرداخته شده است :
- تمیز کردن هات اند دستگاه
- کاهش سرعت پرینت
- افزایش دمای هات اند
- افزایش نرخ جریان
- قسمت خنک کننده دستگاه خودرا تنظیم کنید
- کاهش ارتفاع لایه ها
- تعویض یا خشک کردن فیلامنت
- استفاده از نازل بزرگتر
جدایش لایه ها در پرینت سه بعدی: 8 نکته برای جلوگیری!

جداسازی لایه، که گاهی به آن لایه برداری نیز می گویند. یک مسئله پرینت سه بعدی است که شامل چسبندگی ضعیف لایه به لایه است. این موضوع شبیه به چسبندگی ضعیف لایه اول است. یعنی زمانی که شما پیوند ضعیفی بین اولین لایه چاپ خود و میز دستگاه دارید.
در حالی که چسبندگی ضعیف لایه اول میتواند منجر به ایجاد قسمتی تابدار شود، جداسازی لایهها میتواند چاپهای بسیار معیوب با ترکهای قابل مشاهده بین لایهها را ایجاد کند. لایه برداری زمانی اتفاق می افتد که پیوند بین لایه ها ضعیف باشد. به عبارت دیگر، زمانی که یک لایه به اندازه کافی به لایه زیرین نچسبد. این موضوع ممکن است به چند دلیل اتفاق بیفتد. از جمله دمای بسیار پایین، خنک شدن بیش از حد، ارتفاع بیش از حد لایه، تجمع مواد در هات اند و موارد دیگر.
در این مقاله، ما به چند دلیل بالقوه و راهحل مختلف برای جلوگیری از ظاهر شدن لایهبرداری در پرینتهای سه بعدی شما میپردازیم.
1. تمیز کردن هات اند دستگاه

پس از استفاده طولانی مدت، هات اند و نازل شما ممکن است کمی کثیف و احتمالاً حتی مسدود شود. گرفتگی نازل به طور قابل توجهی براکسترود چاپگر شما تأثیر می گذارد و یا حتی از اکسترود به طور کامل جلوگیری می کند. اکسترود کردن مواد کمتر باعث کاهش پیوند بین لایه ها می شود. و باعث ایجاد مشکلاتی مانند جدا شدن لایه ها می شود. پس اولین نکته ما این است که هر چند وقت یکبار هات اند چاپگر خود را تمیز کنید تا مطمئن شوید که اکستروژن همیشه عاری از گرفتگی و گیر کردن است. برای انجام این کار، کافی است هات اند خود را تا دمای معمول چاپ خود گرم کنید. سپس (با نوعی پین فلزی) هرگونه تجمعی را از داخل انتهای داغ خود پاک کنید.علاوه بر این، می توانید از یک سوزن برای تمیز کردن داخل و اطراف نازل خود استفاده کنید.
از آنجایی که تمیز کردن هات اند و نازل کار چندان مشکلی نیست، ممکن است بخواهید هر چند وقت یکبار این کار را به عنوان یک اقدام پیشگیرانه انجام دهید، حتی اگر جداسازی لایه ها را مشاهده نکنید. این امر احتمال بروز سایر مشکلات کیفیت چاپ را در آینده کاهش می دهد.
2. کاهش سرعت پرینت

نکته دوم ما این است که سرعت چاپ را پایین بیاوریم. که راه حلی همه جانبه برای بسیاری از مسائل است، اما به طور موثر اکسترود شما را در حین چاپ بهبود می بخشد. به خصوص اگر دوست دارید باسرعت چاپ کنید و تنظیمات سرعت خود را فراتر از توصیه های سازنده فیلامنت انجام داده اید. این مورد می تواند منشأ هر گونه مشکل اکسترود باشد که با آن مواجه هستید. اگرچه سرعت چاپ بالا از نظر فنی به این معنی است که فیلامنت سریعتر در نازل جریان می یابد، اگر دمای هات اند شما به اندازه کافی بالا نباشد، با مشکلات اکسترود و جداسازی لایه احتمالی مواجه خواهید شد. کاهش سرعت چاپ به قسمت هات اند زمان بیشتری برای ذوب شدن فیلامنت می دهد.
3. افزایش دمای هات اند

نکته سوم ما برای حل لایه لایه شدن، افزایش دمای هات اند است که اکسترود را برای چاپ شما افزایش می دهد. هنگامی که دمای هات اند خیلی پایین است، فیلامنت زمان کافی برای ذوب شدن ندارد و باعث ایجاد مشکلاتی مانند کاهش اکسترود می شود.
شکی نیست که دمای نازل بالاتر می تواند قطعات قوی تری تولید کند، و این ادعا بارها در آزمایش هایی مانند آزمایش هایی که توسط CNC Kitchen انجام می شود تأیید شده است. یک نازل داغتر جریان فیلامنت بیشتری تولید می کند و این ماده اضافی باعث افزایش پیوند بین لایه ها می شود. علاوه بر این، لایههای فیلامنت که یک چاپ را تشکیل میدهند، برای ترکیب شدن به گرما نیاز دارند، بنابراین به طور طبیعی، ارائه گرمای بیشتر تا حدی به این فرآیند کمک میکند. با این حال، اگر نازل خیلی داغ باشد، چسبندگی ضعیفتر میشود زیرا فیلامنت شروع به دیگرید شدن میکند.
اگر در حال حاضر با مشکل کاهش اکسترود یا مشکل مشابه مواجه شده اید، افزایش دمای چاپ نقطه خوبی برای شروع است. هنگام افزایش دمای هات اند برای بهبود پیوندهای لایه و حل لایه لایه شدن، ابتدا سعی کنید دمای خود را حدود 10 درجه سانتیگراد افزایش دهید.
اگر مشکل همچنان ادامه داشت، به افزایش دما در فواصل زمانی 5 درجه ادامه دهید. سعی کنید این کار را تا زمانی که مشکل برطرف شود یا تا زمانی که به حداکثر دمای چاپگر خود برسید یا از محدوده دمای فیلامنت خود فراتر رفته اید، انجام دهید. اگر این اتفاق می افتد و شما همچنان لایه لایه می بینید، احتمالاً دمای هات اند دلیلی برای مشکلات جداسازی لایه شما نیست.
4. افزایش نرخ جریان

در رابطه با دو راهحل قبلی، چهارمین نکته ما افزایش نرخ جریان (که گاهی اوقات ضریب اکستروژن «Extrusion multiplier» نامیده میشود) در اسلایسر سه بعدی شماست. نرخ جریان تعیین می کند که اکسترودر با چه سرعتی فیلامنت را به هات اند (برای سرعت چاپ معین) وارد می کند. تنظیم نرخ جریان یک روش معمول برای حل مسائل اکستروژن مانند اکستروژن بیش از حد یا کم است. همچنین می تواند لایه سازی ها را حل کند.افزایش نرخ جریان، مقدار فیلامنتی را که از طریق نازل عبور میکند، افزایش میدهد. و همانطور که قبلاً گفتیم، مواد اکسترود شده بیشتر به معنای اتصال بیشتر بین لایه ها است.
اگر در چاپ های قبلی متوجه اکسترود شده اید، تنظیم نرخ جریان می تواند محل خوبی برای شروع (پس از افزایش دما) برای حذف جداسازی لایه ها باشد. هنگام افزایش نرخ جریان، این کار را با افزایش 5% انجام دهید تا زمانی که مشکل برطرف شود یا شروع به تجربه بیش از حد اکسترود کنید.
5. قسمت خنک کننده دستگاه خودرا تنظیم کنید

نکته پنجم ما برای مبارزه با لایه برداری این است که معمولاً میزان خنک کاری دستگاه را مقداری کاهش دهید. مشابه اینکه جریان هوای بیش از حد می تواند باعث تاب برداشتن لایه اول قطعات شود، خنک شدن بیش از حد می تواند لایه های چاپ را جدا کند. همانطور که می دانیم، برای ادغام لایه ها به گرما نیاز است، بنابراین اگر لایه ها خیلی سریع سرد شوند، اتصال سخت تری دارند. برای رفع این مشکل، سرعت فن قسمت خنک کننده را با نرخ 10% کاهش دهید تا زمانی که مشکل برطرف شود یا با خطاهای چاپ دیگری مواجه شوید. از پایین آمدن تا 0 درصد نترسید، به خصوص برای مواد حساس به دما مانند ABS.
در حالی که جریان هوا عمدتاً از فن خنک کننده چاپگر شما تولید می شود، همچنین می تواند از بادکش های ناخواسته ناشی شود. برای آزمایش اینکه آیا دلیل جدا شدن لایه شما خنک کاری است؟ می توانید یک قطعه آزمایشی را با سرعت فن کم چاپ کنید. در حالی که چاپگر خود را در یک محیط کنترل شده نگه دارید، مانند یک اتاق بسته یا (به طور موقت) در کیسه زباله برای جلوگیری از جریان هوا. اگر جداسازی لایه ها را نمی بینید، خنک شدن بیش از حد دلیل احتمالی این مشکل است و باید یک محفظه برای چاپگر خود بسازید یا خریداری کنید.
6. کاهش ارتفاع لایه ها

برخی منابع (مانند Simplify3D) ادعا می کنند که ارتفاع لایه به اندازه کافی بزرگ می تواند به لایه برداری لایه در چاپ کمک کند. بنابراین نکته ششم ما این است که تنظیم ارتفاع لایه را در اسلایسر خود کاهش دهید. ارتفاع لایه دقیقاً همان چیزی است که به نظر می رسد. اما می توانید آن را به عنوان فاصله ای که هد چاپ در امتداد محور Z قبل از شروع یک لایه جدید جابجا میشود در نظر بگیرید. ارتفاع لایه معمولاً بر اساس قطر نازل شما است و ارتفاع لایه رایج برای نازل با قطر 0.4 میلی متر 0.2 میلی متر است. با این حال، اگر ارتفاع لایه بیش از حد بالا تنظیم شود، لایههای جداگانه به اندازه کافی به یکدیگر نزدیک نخواهند شد. تا به طور موثر به هم بچسبند و به طور بالقوه باعث لایه لایه شدن شوند.
اگر از یک نازل استاندارد 0.4 میلی متری با ارتفاع لایه بالاتر از 0.2 میلی متر استفاده می کنید و جداسازی لایه را تجربه می کنید، سعی کنید به ارتفاع لایه 0.2 میلی متری برگردید.
7. تعویض یا خشک کردن فیلامنت
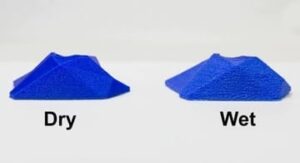
فیلامنتهای خاص وقتی در معرض رطوبت قرار میگیرند، کیفیت خود را کاهش میدهند. بنابراین نکته بعدی ما این است که سعی کنید فیلامنت خود را تغییر دهید یا خشک کنید. هنگامی که یک فیلامنت رطوبت را جذب می کند، چاپ مواد با آن دشوارتر می شود و مسائلی مانند لایه لایه شدن بیشتر مستعد بروز می شوند. مواد رطوبت سنجی بیشتری مانند TPU سریعتر از سایرین تحت این فرآیند قرار می گیرند.
استفاده از فیلامنت خشک می تواند به جلوگیری از لایه برداری لایه و سایر مشکلات کیفیت در چاپ ها کمک کند، و می توانید این کار را با استفاده از یک قرقره جدید یا خشک کردن قرقره فعلی خود انجام دهید. هنگامی که فیلامنت خود را خشک کردید، برای اینکه آن را در شرایط خوب نگه دارید، توصیه می کنیم آن را در یک ظرف در بسته نگهداری کنید تا از ورود رطوبت به داخل آن جلوگیری شود.
8. استفاده از نازل بزرگتر

در نهایت، اگر همه چیز شکست خورد، استفاده از یک نازل با قطر بیشتر می تواند به حل مشکلات لایه برداری لایه شما کمک کند. با کمال تعجب، قطر نازل شما می تواند بر چسبندگی لایه به لایه در چاپ تاثیر بگذارد. و تا حدی، هرچه قطر نازل بزرگتر باشد، چسبندگی بهتری دارد. یک نازل با قطر بزرگتر، خطوط گسترده تری از رشته های ذوب شده را قرار می دهد و سطح لایه بعدی را افزایش می دهد تا به آن بچسبد.
اکثر پرینترهای سه بعدی از یک نازل با قطر 0.4 میلی متر به عنوان استاندارد استفاده می کنند، بنابراین ممکن است بخواهید برای امتحان این راه حل به سراغ نازل 0.5 میلی متری یا حتی 0.6 میلی متری بروید. اگرچه این اصلاح میتواند کارساز باشد، توصیه میکنیم ابتدا از سایر مراحل استفاده کنید تا از خرید غیرضروری اجتناب کنید.
همچنین این عیب وجود دارد که نازل پهن تر بر دقت چاپ تأثیر منفی می گذارد. در نهایت، اگر قطر نازل خود را افزایش می دهید، فراموش نکنید که دمای نازل و سرعت جریان خود را برای جبران افزایش اکستروژن تنظیم کنید.