در مقاله “راه کار های جلوگیری از ایجاد حباب و برجستگی در پرینت سه بعدی” به چه موضوعاتی پرداخته شده است :
- دلایل ایجاد حباب و برجستگی
- به بررسی راه حل های جلوگیری از ایجاد حباب در پرینت سه بعدی
- رفع اکسترود نادرست
- سرعت و دمای پایینتر
- میزان بازگشت فیلامنت (Retraction)
- افزایش خنک کاری
- Coasting
- بهینه سازی تنظیمات پرینت دیواره ها
راه کار های جلوگیری از ایجاد حباب و برجستگی در پرینت سه بعدی

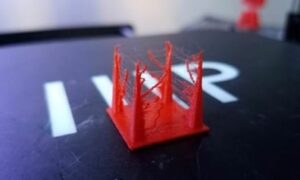
بسیاری از عیوب کیفیت چاپ وجود دارد که می تواند به استحکام، شکل، دقت ابعاد و ظاهر بصری چاپ آسیب برساند. حفره ها یا برجستگی ها در مدل های پرینت سه بعدی یکی از اشکال مشکل چاپ هستند که به صورت برجستگی ها، فرو رفتگی ها یا تجمعات نامنظم در قسمت بیرونی چاپ ظاهر می شوند.
در حالی که این شکل از چاپ فقط روی سطح یک قطعه قابل مشاهده است، اما همچنان یکی از جنبه های مهم چاپ است. و در حالی که برجستگی و حبابها برای مدلهای بصری بد هستند، میتوانند به همان اندازه برای اجزای عملکردی مشکلساز باشند، به ویژه در قسمت هایی که قطعات باید در یکدیگر جابخورند. آنها همچنین می توانند بر سایر عناصر چاپ مانند دقت ابعاد تأثیر منفی بگذارند.
در این مقاله، دلایل ایجاد حباب و برجستگی ها در پرینتهای سه بعدی را بررسی میکنیم، سپس به نحوه برخورد با آنها میپردازیم. ما همچنین نکاتی را در مورد نحوه جلوگیری از آنها به اشتراک خواهیم گذاشت.
چند ملاحظه

قبل از اینکه جلوتر برویم، ذکر این نکته مهم است که فرض ما بر این است که شما از یک پروفایل اسلایسر پییشفرض استفاده می کنید. این پروفایل ها معمولا آزمایش شده و درست هستند و برای اکثر ترکیب های چاپگر و مواد کار می کنند. با این حال، آنها بسیار کلی هستند و تنظیمات و مقادیر آنها عناصر منحصر به فرد چاپگر شما (مانند پیکربندی اکسترودر) را در نظر نمی گیرند، بنابراین معمولاً برای دستیابی به چاپ با کیفیت بالا نیاز به تنظیم دارند.
در نهایت، اگرچه این مقاله به نحوه جلوگیری از ایجاد حباب ها و برجستگی ها روی چاپ میپردازد، اما دانستن اینکه چگونه این نوع نقص چاپ را از مدلهای چاپ شده قبلی حذف کنید، ممکن است مفید باشد. متأسفانه، راههای زیادی برای انجام این کار وجود ندارد، اما پس پردازش یکی از گزینهها است، از جمله تکنیکهایی مانند سمبادهزنی و پولیش کاری با استون.
دلایل ایجاد حباب و برجستگی

برای جلوگیری از هرگونه عارضه پرینت سه بعدی، ابتدا باید منبع مشکل را شناسایی کرده و از آن برای تعیین نحوه حل مشکل استفاده کنید. چند دلیل بالقوه برای ایجاد حباب در پرینت های سه بعدی وجود دارد، و در زیر تعدادی از رایج ترین آنها را فهرست کرده ایم.
با این حال، قبل از حرکت به جلو، ذکر این نکته مهم است که باید چاپگر خود را تنظیم و کالیبره کنید، به طوری که مشکل دیگری را با حباب اشتباه نگیرید. این به معنای تراز کردن میز، کالیبره کردن اکسترودر (E-steps)، اطمینان از اینکه نازل محکم بسته شده، تنظیم صحیح آفست Z و استفاده از دماهای صحیح برای فیلامنت انتخابی شما است.
بازگشت فیلامنت (Retraction)
عملی توسط اکسترودر است که مقدار کمی فیلامنت را به عقب می کشد تا فشار هات اند را کاهش دهد. در حالی که این ویژگی میتواند به جلوگیری از ایجاد رشته بر روی چاپها کمک کند، عقبکشیهای خیلی کوچک، بزرگ، آهسته یا مکرر میتواند منجر به ایجاد حباب ها شود.
اکستروژن (Extrusion)
اکستروژن منبع بالقوه بسیاری از مشکلات کیفیت چاپ است و نحوه اکسترود یا چاپ فیلامنت را توصیف می کند. حباب ها نوعی ناسازگاری یا اکستروژن بیش از حد در قسمت بیرونی یک مدل هستند.
دمای نازل (Nozzle Temperature)
میزان دمای نازل یکی دیگر از منابع احتمالی ایجاد حباب است که بر اکستروژن چاپگر و نحوه ذوب فیلامنت تأثیر می گذارد. دمای بیش از حد نازل می تواند باعث شود که مواد اضافی از نازل تزریق شود حتی زمانی که اکسترودر فیلامنت را فشار نمی دهد.
سرعت پرینت (Printing Speed)
سرعت چاپ به عنوان مثال عبارت است از سرعت حرکت هد چاپ هنگام قرار دادن مواد برای اینفیل، دیوارها و لایه اول. تغییرات مداوم در سرعت چاپ و سرعت چاپ بیش از حد می تواند منجر به نقص کیفیت، از جمله حباب شود.
خنک کاری (Cooling)
خنکسازی بخش عمدهای از فرآیند پرینت سه بعدی FDM است، زیرا قبل از افزودن یک لایه جدید، فیلامنت ذوب شده باید بهدرستی خنک شود. خنک شدن خیلی کم می تواند باعث ایجاد حباب شود، زیرا مواد ذوب شده با اضافه شدن یک لایه دیگر بیشتر مستعد حرکت و ایجاد ویژگی های ناخواسته هستند.
حال به بررسی راه حل های جلوگیری از ایجاد حباب می پردازیم.
1. رفع اکسترود نادرست.

همانطور که قبلا ذکر شد، اکسترود یک علت اصلی مشکلات چاپ است. به همین دلیل است که تنظیم اکستروژن چاپگر شما اولین روش برای حل مشکل ایجاد حباب است. اگر چاپگر شما مواد را به طور مداوم و در مقادیر مناسب اکسترود نمی کند، مشکلات چاپی پیش می آید.
برای تنظیم اکسترود چاپگر خود، توصیه می کنیم اگر اخیراً این کار را نکرده اید، اکسترودر خود را به درستی کالیبره کنید. سپس، ممکن است بخواهید بررسی کنید که جریان یا ضریب اکستروژن شما در پروفایل اسلایسر شما به درستی تنظیم شده است. جریان یکی از تنظیمات اسلایسر است که به شما امکان می دهد تا میزان فیلامنتی را که چاپگر شما گفته می شود اکسترود کند کنترل کنید.
راه حل دیگر برای اکسترود، تمیز کردن یا تعویض نازل است در صورتی که گرفتگی جزئی وجود دارد که باعث اکسترود ناسازگار می شود.
2. سرعت و دمای پایینتر.

راه حل دوم برای حل مشکل ایجاد حباب کاهش دمای نازل و سرعت چاپ است، زیرا هر دوی این موارد بر اکستروژن چاپگر شما تأثیر می گذارد. دمای بیش از حد نازل می تواند باعث اکسترود بیش از حد شود و سرعت چاپ زیاد می تواند کیفیت چاپ را کاهش دهد زیرا زمان کمتری برای قرار گرفتن مواد قبل از افزودن لایه بعدی وجود دارد. به این دلایل، توصیه می کنیم دمای نازل خود را 5-10 درجه سانتی گراد و سرعت چاپ خود را حدود 5-10 میلی متر بر ثانیه کاهش دهید.
3. میزان بازگشت فیلامنت (Retraction) را تنظیم نمایید.
یکی دیگر از راههای جلوگیری از ایجاد حباب ها، تنظیم تنظیمات Retraction در پروفایل اسلایسر است. Retraction به اکسترودر میگوید که فیلامنت را از هات اند عقب بکشد تا از اکسترود ناخواسته برخی از مواد، جلوگیری کند. Retraction ها می توانند ظاهر حباب ها را از طریق فرکانس، فاصله و سرعت آنها تحت تأثیر قرار دهند.
4. افزایش خنک کاری
چهارمین نکته ای که باید برای جلوگیری از حباب در پرینت های سه بعدی انجام دهیم، افزایش خنک کنندگی چاپگر است. دمای بیش از حد نازل می تواند باعث اکسترود بیش از حد شود (از جمله حباب ها) زیرا دمای بالاتر باعث می شود مواد برای مدت طولانی تری به حالت مذاب بمانند.
علاوه بر کاهش دمای نازل خود، می توانید از خنک کننده بیشتری نیز برای دستیابی به همان هدف در دستگاه خود استفاده کنید. برای انجام این کار، می توانید سرعت فن را در اسلایسر خود به میزان 10 درصد افزایش دهید تا زمانی که مشکل برطرف شود. اگر فن شما با حداکثر سرعت کار می کند و هنوز خنک کننده کافی نیست، می توانید فن دیگری نیز اضافه کنید یا از یک فن قوی تر استفاده کنید.
5. از Coasting استفاده کنید.

پیشنهاد دیگر این است که Coasting را در برنامه slicer سه بعدی خود فعال کنید. Coasting اساساً به چاپگر شما میگوید که قبل از پایان حرکت چاپ، اکسترود کردن مواد را با فاصله کمی متوقف کند.
از آنجایی که فشاری در هات اند وجود دارد که به طور ناخواسته رشته را به بیرون از نازل فشار می دهد، مواد به حرکت در داخل نازل ادامه می دهند حتی زمانی که اکسترودر حرکت را متوقف کند. به عبارت دیگر، Coasting فشار هات اند را پیشبینی میکند و از آن برای جلوگیری از اکسترود بیش از حد، از جمله ایجاد حباب، روی چاپ استفاده میکند. اکثر برنامه های اسلایسر، مانند Cura، این ویژگی (یا مشابه آن) را دارند و تنها کاری که باید انجام دهید این است که آن را فعال کرده و بر اساس کارایی آن تنظیم کنید.
6. بهینه سازی تنظیمات پرینت دیواره ها

در نهایت، تنظیمات دیواره در برنامه اسلایسر سه بعدی شما به تنظیمات و ویژگی هایی اشاره دارد که نحوه چاپ قسمت بیرونی مدل شما را کنترل می کند. دیواره ها سطح بیرونی یک قطعه را تشکیل میدهند، بنابراین تنظیم تنظیمات دیوارهمیتواند از ایجاد حباب ها و مشکلات مشابه جلوگیری کند.